


KNOW MORE ABOUT
Sam Turbo Industry Pvt. Ltd.
is an ISO 9001:2015 and ISO 45001:2018 certified company,
Impeccable quality and 55+ years of experience in the centrifugal pumps industry are the two major factors that gave birth to our company. Sam Turbo Industry Pvt. Ltd. is an ISO 9001:2015 and ISO 45001:2018 certified company, incepted in 1971 in Coimbatore, Tamil Nadu, India.
More About Us Pump Selector
5+
Years of Industry
Experience
0+
Industry
Served
0+
Range of
Products
0+
Happy
Customers
SAM designs, manufactures & services pumps for the essential industries in India & abroad. SAM has built a reputation for mass production, innovation & quality
We serve following industries : Thermal Power, Pulp & Paper, Chemical, Basic Metal, Fertilizer, Mining, Oil & Gas, Sugar and Agricultural.
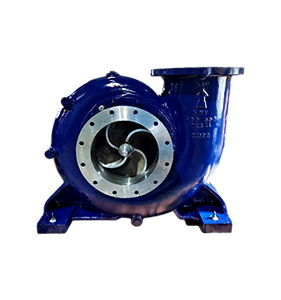
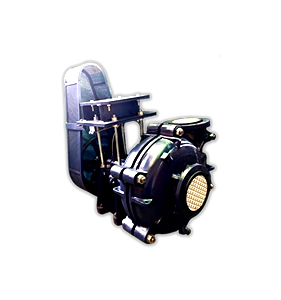
Manufacturer of Horizontal and Vertical Pumps with open and closed impeller construction that is best suited for Thermal Power, Pulp & Paper, Chemical Industries...
We have wide range of clientele for Thermal Power, Pulp & Paper, Chemical, Petrochemical, Fertilizers, Refineries, Sugar , Basic Metal Industries, WTP, ETP...
RANGE OF PRODUCTS
API PROCESS PUMPS
7TH EDITION (SVN)

CHEMICAL PROCESS
PUMP (ECH+N)

CHEMICAL
PUMPS (CPC)

HORIZONTAL SPLIT
CASE PUMPS (ZM/AD)

MEDIUM CONSISTENCY
PUMPS (TPS+H)

MIXED FLOW
PUMPS (MF)
MULTI-STAGE
PUMPS (MD/MDP)

NON CLOG PUMPS SPONGE BALL
PUMPS (FF THM TPP)

PROCESS PUMPS
(TCH+N)

PULP & PAPER STOCK
PUMPS (SPS+T)

PULP & PAPER STOCK
PUMPS (TPS)

PULP STOCK
PUMP-TPS+N

SLURRY PUMPS
SINGLE CASING (ARS)

SLURRY PUMPS
DOUBLE CASING ARH
SPLIT CASE
2STAGES (TU)

VERTICAL CANTI
LEVER PUMP (VG)

VERTICAL SUMP
PUMPS (VO)

M-SAND PUMPS
DOUBLE CASING (ARH)

WATER PUMPS
(WP)

HOW TO CHOOSE A
RIGHT PUMP?
Manufacturer of Horizontal and Vertical Pumps with open and closed impeller construction that is best suited for Thermal Power, Pulp & Paper, Chemical, Petrochemical, Fertilizers, Refineries, Sugar, Basic Metal Industries, WTP, ETP etc
Get Started
HAPPY CUSTOMERS
We work closely with our clients to understand their needs and deliver
quality products that unlocks business growth.




























