
At first sight, a centrifugal pump seems to be one of the simplest machine. In practice however, it is capable of posing an enormous spectrum of different problems. Occasionally one comes across problems that seems to defy everything, we know about centrifugal pumps.
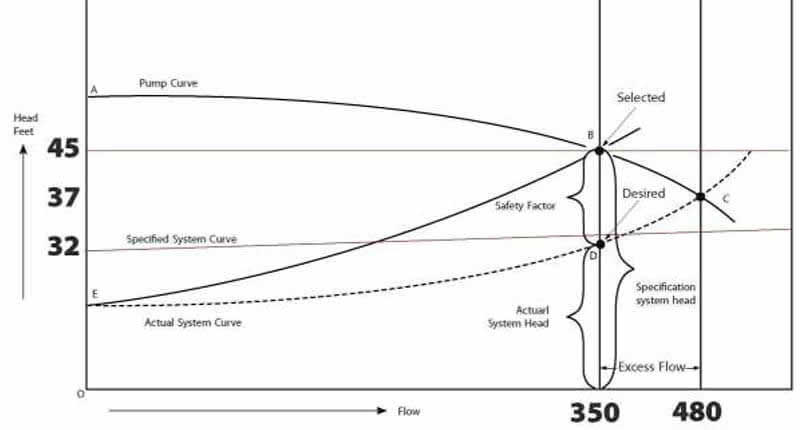
However, the actual system curve is E,D,C and the pump will run at C rather than B. Because with discharge valve fully open, pump seeks equilibrium with the system and operate at the intersection of pump curve and system head curve. At point C the pump will produce a flow of 480cum/hr. Not only the Auser is getting different conditions than he wants, he is also operating at a less efficient point on the pump curve and spending more on energy.
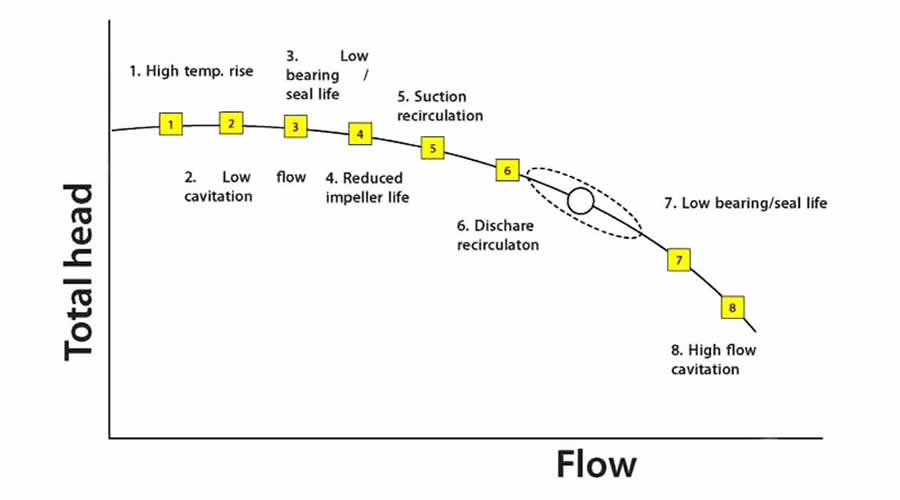
Centrifugal pumps seldom run at their bes efficiency point (BEP). Let’s look at what happens when we go oft the BEP:
To get 350 cum/hr, the valve is gradually closed , steepening the system head curve. The pump produces 350 cum/hr and 45 m. But head at 350 cum/hr is 32 m. The pump thus produces 45m and 350 cum/hr but delivers only 32 m and 350 cum/hr to the system. The additional head 12 m, is thus wasted across the valve as heat and noise.
The effects of over sizing the pumps are
1. operation at excess capacity requires greater NPSHO
2. High pressure drop through foot valve
3. Cavitation leading to efficiency drop and premature failure of rotor.
4. Greater power consumption
5. High initial purchase cost
6. Internal loading and hydraulic radial thrust
7. Vibration and dehydration.
The solutions are
1. Reduce impeller dia
2. Reduce speed
3. Go for new correct sized pump.
Excessive throttling pulp stock pumps leads to dehydration due to high velocity, vibrations, greater internal radial load reducing life of rotating element. Hence, the pumps are not to be operated for extended periods, less than 1/49′ of BEP capacity.
It is needless to mention that for any machine preventive and routine maintenance is mandatory for its successful operations.