

Industrial slurry pumps power mining, M-Sand, steel, and thermal industries. Learn how to choose the right pump for efficient slurry handling.

Engineered for paper mills, these pumps provide reliable pulp stock, process fluid, and chemical handling with consistent performance.

Reduce abrasive wear with proven slurry pump protection methods that improve reliability, efficiency, and overall pump service life.
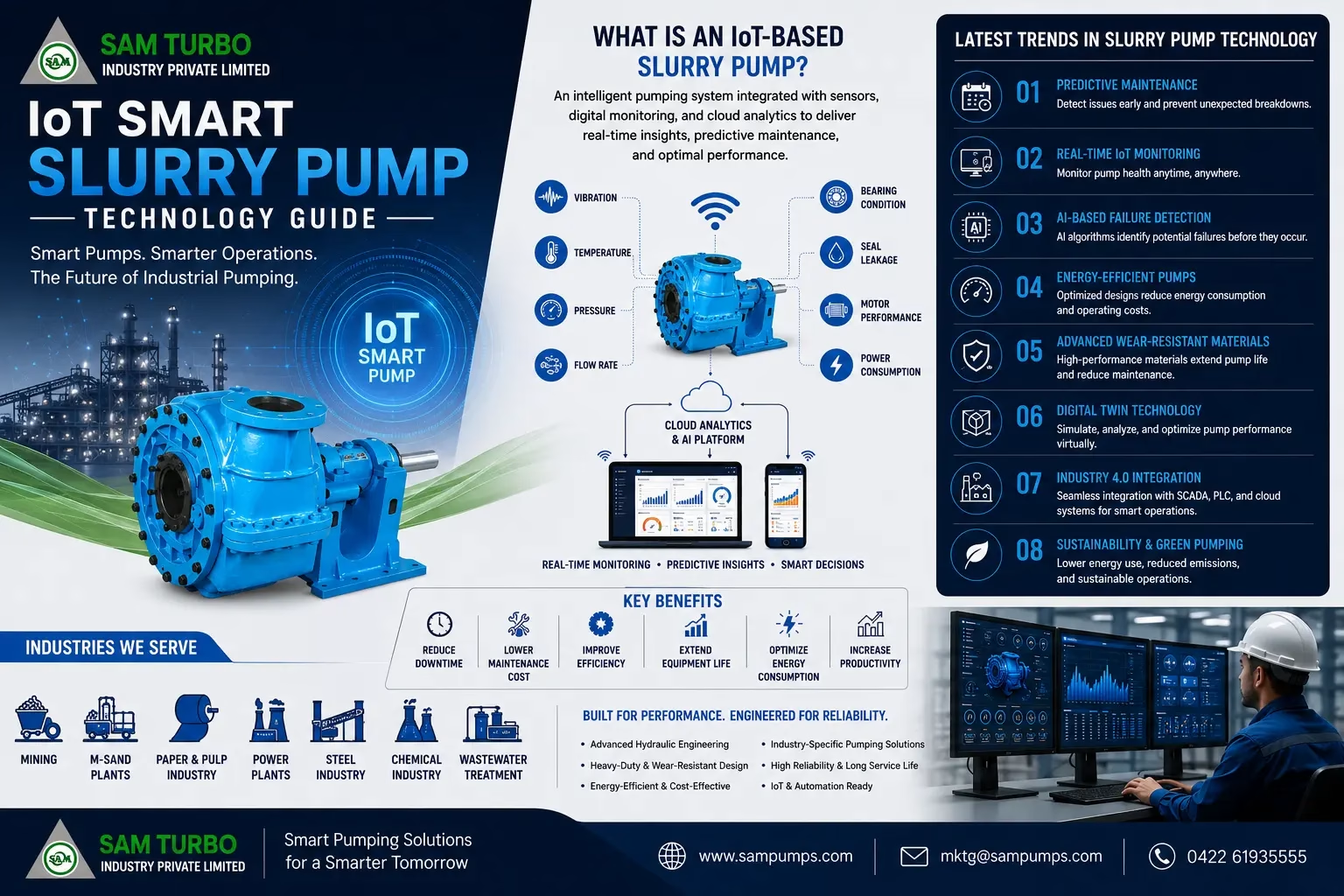
Smart slurry pumps leverage advanced IoT technology to optimize operational efficiency, minimize downtime, enable predictive maintenance, and ensure reliable performance in demanding industrial applications.
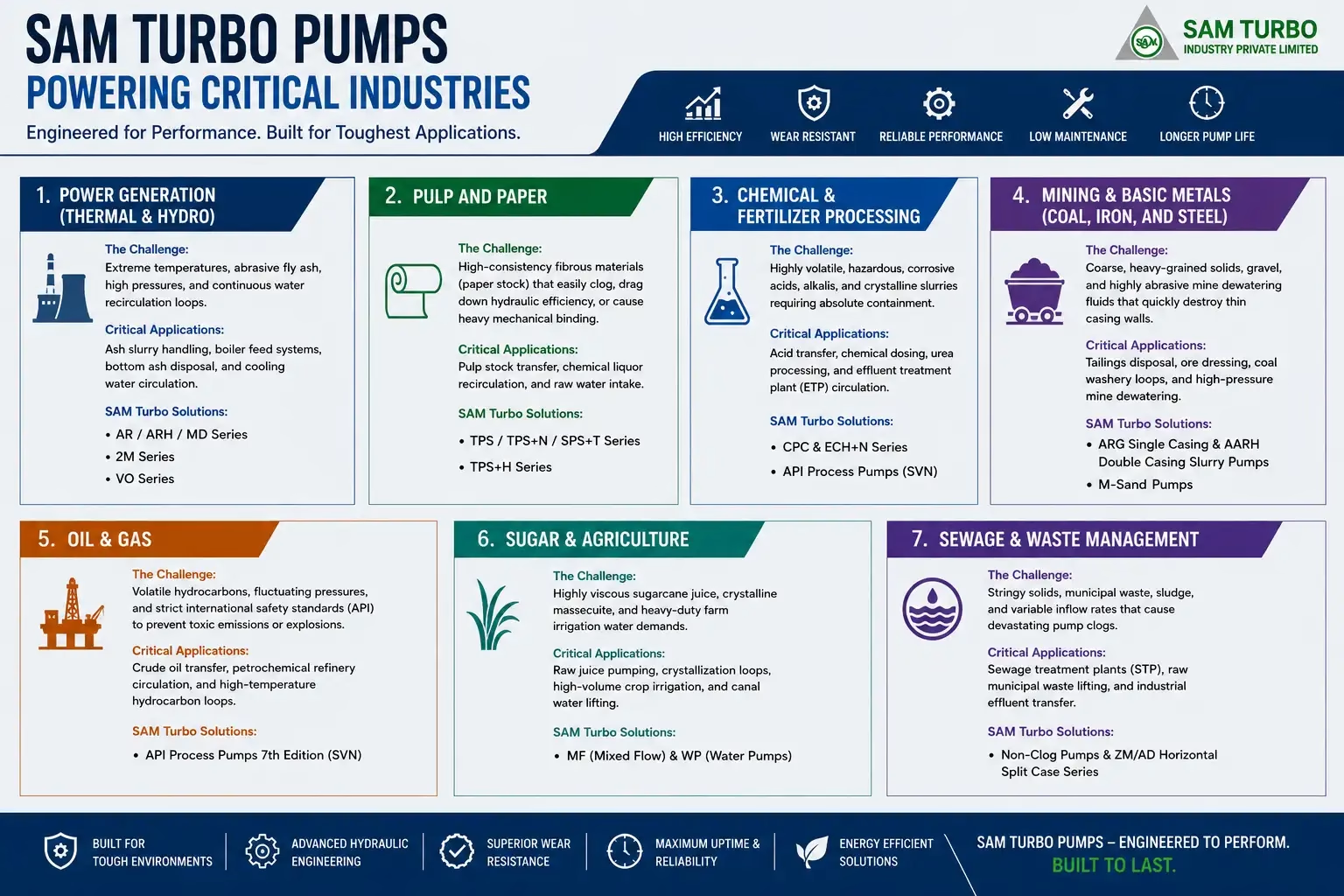
Industrial pumps are the backbone of efficient fluid handling across diverse industries. Choosing the right pump enhances system performance, minimizes downtime, improves energy efficiency, and ensures reliable, long-term operations.
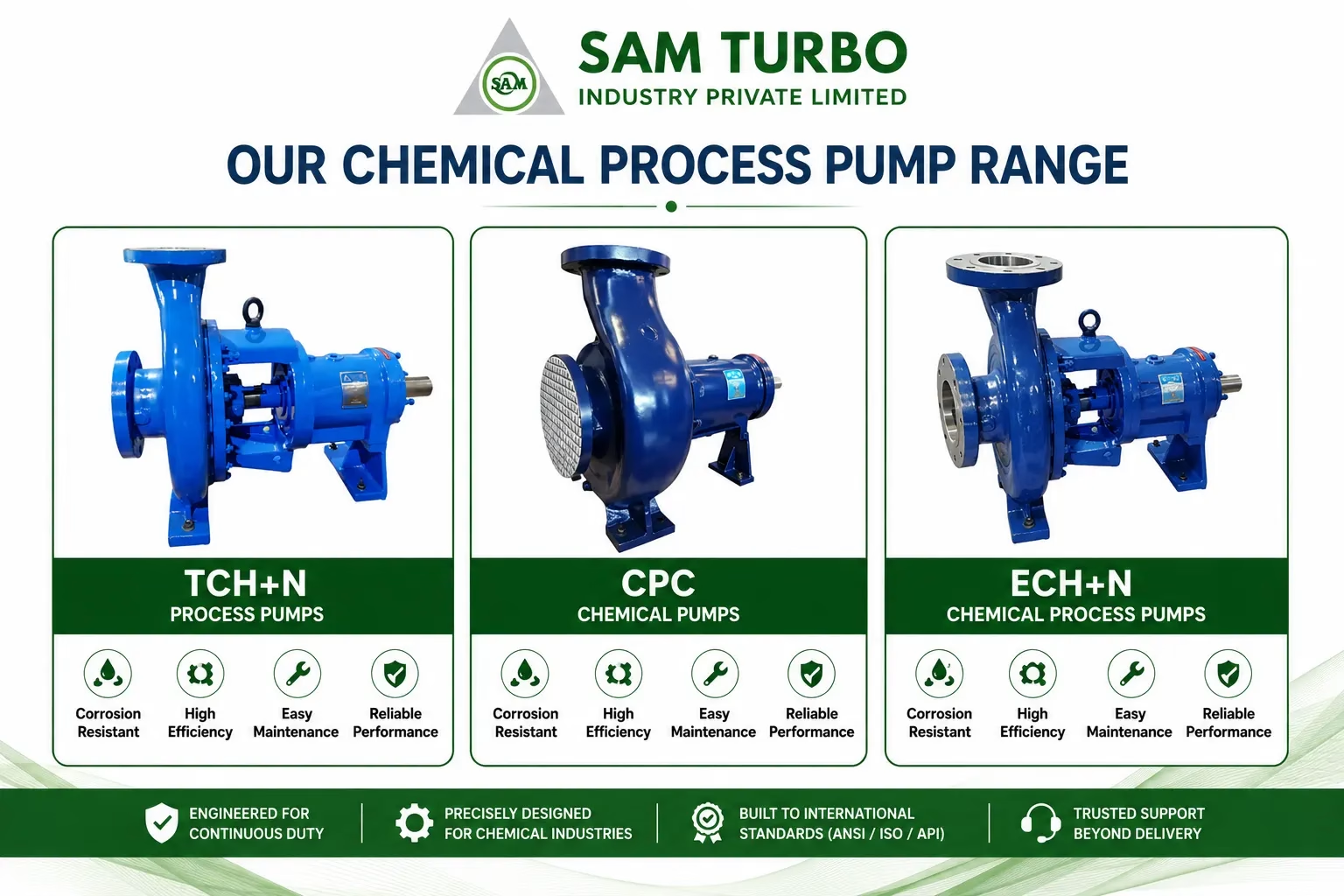
Designed for demanding industrial applications, chemical process pumps ensure the safe handling of corrosive chemicals and hazardous liquids while maximizing efficiency, reliability, and process performance.

Steel plant pumps ensure the efficient handling of abrasive slurries, cooling water, process fluids, and wastewater while improving operational reliability, productivity, and overall plant efficiency.

High-performance industrial pumps for efficient chemical handling, slurry transfer, wastewater management, and utility applications in fertilizer manufacturing plants.

Advanced industrial pumps for seamless fluid handling, continuous performance, and optimized efficiency in modern sugar manufacturing plants with long-term reliability.

High-efficiency power plant pumps engineered for reliable boiler feed, cooling water, condensate, ash slurry, and wastewater handling, ensuring maximum uptime and uninterrupted power generation.

Industrial Centrifugal Pump with optimized NPSH, illustrating cavitation prevention, efficient suction performance, reliable fluid handling, and high-performance pumping systems for industrial applications.

High-performance boiler feed pump undergoing preventive maintenance in a thermal power plant, with engineers inspecting bearings, seals, and pump components to ensure reliable operation, reduced downtime, and maximum efficiency.

Engineered to handle ore slurry, tailings, abrasive slurries, and process water, these mining pumps deliver dependable performance, improved efficiency, and reliable operation in demanding mineral processing applications.

Learn how mechanical seals in centrifugal pumps improve leak prevention, operational reliability, and pump efficiency through proper seal selection, seal face materials, and failure prevention for demanding industrial applications.

Learn how pump vibration analysis helps identify faults early, reduce unplanned downtime, improve equipment reliability, and support predictive maintenance through effective vibration monitoring and industry best practices.

Designed for transferring corrosive chemicals, aggressive acids, alkalis, and hazardous process fluids, chemical process pumps provide reliable operation, excellent chemical resistance, and long-lasting performance.